
Tipos de malte: como utilizá-los
Publicado em 18 de fevereiro de 2019

Conhecer os maltes e suas características permite ao cervejeiro
elaborar cervejas com aromas e cores de infinitas possibilidades
| ALEXANDER WECKL E ALEXANDER SCHWARZ |
1. Malteação É impossível abordar os tipos de maltes sem uma breve explanação sobre a malteação.
E o que é a malteação? É um processo de germinação de cereais, executado num curto período de tempo, realizado em instalações apropriadas, através da variação de umidade, temperatura, relação O2/CO2, tempo e ativadores de germinação.
O malte é um grão de cereal que foi macerado, germinado, secado e,eventualmente, torrado de acordo com determinados procedimentos. O grão malteado difere do grão “in natura”, pois possui menor umidade que o grão não malteado, apresenta maior potencial enzimático, teve o endosperma modificado, tornou-se friável, possui paladar e aroma característicos, e os componentes do corpo farinhoso podem ser extraídos facilmente durante o processo cervejeiro.
Ou seja, o objetivo da malteação é ativar e formar enzimas, modificar o endosperma e formar substâncias corantes e aromatizantes (melanoidinas, caramelização e torrefação).
Mas a malteação começa já no campo, por meio da pesquisa da cevada ideal: tanto para o processo produtivo, quanto para o produtor rural e para a cervejaria. Essa pesquisa leva de 12 a 15 anos, e normalmente são necessários em torno de 1.000 cruzamentos para se chegar a uma variedade que atenda a todos os requisitos da cadeia. Após esse período, a cevada já em cultivo pelos produtores passa por análises laboratoriais e uma seleção criteriosa antes de chegar à maltaria, onde começam os procedimentos de malteação propriamente ditos:
a. Maceração A maceração consiste em fornecer água, para que o grão consiga iniciar a germinação. O ideal é que o grão chegue a uma umidade uniforme de 38% a 40% o mais rápido possível. Isso é feito com períodos secos e períodos úmidos, com aeração. Concomitantemente ocorre a lavagem dos grãos, e substâncias flutuantes, como grãos chochos e outras impurezas que não submergem, são separadas dos grãos e não seguem no processo. Nessa etapa ocorre também a lixiviação de substâncias indesejáveis localizadas nas cascas, tais como taninos, inibidores de germinação e micotoxinas.
b. Germinação É na fase de germinação que ocorre a modificação do grão. Ela consiste na formação e ativação das enzimas, motivada pela produção do ácido giberélico no embrião, na transformação das substâncias de reserva do endosperma e no desenvolvimento embrionário (crescimento do folículo e da radícula).
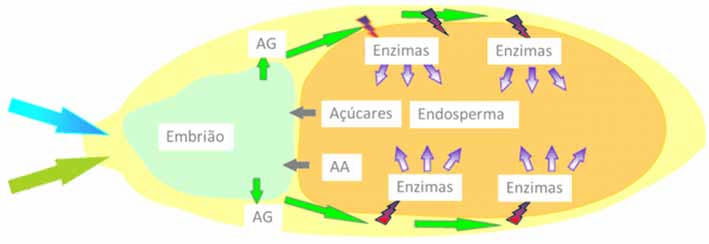
Imagem 1: Fluxo de ação das enzimas AG = Ácido Giberélico AA = Aminoácidos
É durante o processo de germinação que se iniciam as atividades enzimáticas, que podem ser divididas em três categorias:citolítica, proteolítica e amilolítica.
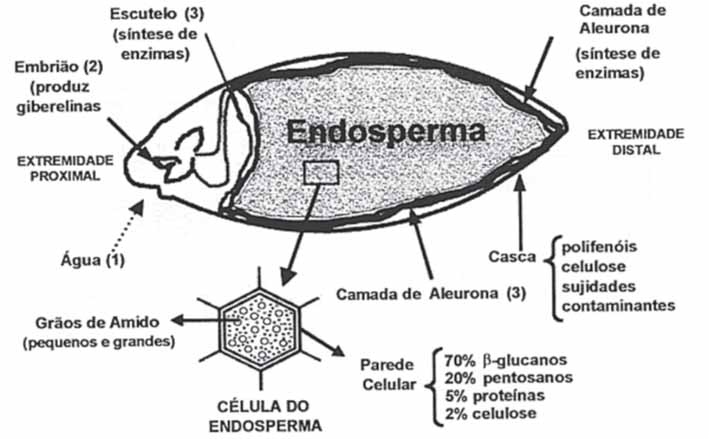
Imagem 2: Grão de cevada
i. Degradação citolítica
A parede celular do endosperma é formada basicamente por hemiceluloses e proteínas. Para que o endosperma possa ser exposto, essa parede celular precisa ser degradada.
A hemicelulose é formada basicamente por ß-glucanas, pentosanas (arabinoxilanas) e outras gomas. Durante o processo de malteação, as ß-glucanas são degradadas para até 4% do seu valor inicial. As pentosanas, por sua vez, são pouco degradadas.
São as ß-glucanases que fazem essa degradação das ß-glucanas. Principalmente a endo-ß-1,4-glucanase, a endo-ß-1,3-glucanase, ativadas durante a germinação, e a ß-glucano-solubiase que dissolvem a ligação das ß-glucanas com as proteínas.
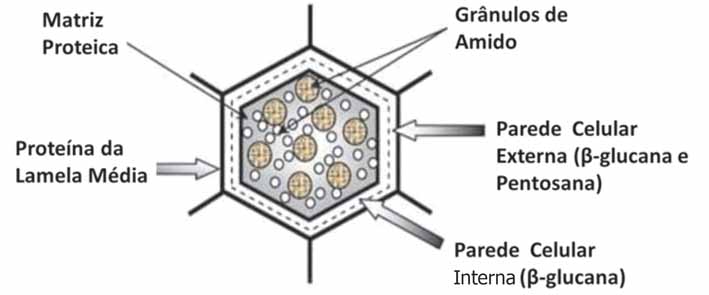
Imagem 3: Célula do endosperma
ii. Degradação proteolítica
As proteínas são importantes no processo produtivo da cerveja, pois influenciam diretamente a nutrição da levedura (FAN, proteínas de baixo peso molecular). Mas também as moléculas de médio/alto peso molecular (acima de 12.000 Dalton) influenciam a cerveja, promovendo uma melhor estabilidade de espuma e corpo na cerveja.
Contudo, moléculas de alto peso molecular (maior que40.000 Dalton) podem ter uma influência negativa na cerveja, como aumentar a viscosidade do mosto, dificultando a clarificação, e também promover a instabilidade coloidal da cerveja, gerando turbidez e diminuindo o tempo de prateleira.
A degradação da matriz proteica do endosperma ocorre pela ação das endo e exopeptidases (amino-, di- e carboxypeptidase).
A ação das exopeptidases produzem FAN (aminoácidos), porém praticamente 90% dessas enzimas são inativadas no processo de secagem do malte. Já a ação das endopeptidases formam proteínas de baixo peso molecular (solúveis), e podem continuar a degradação da proteína durante o processo de mostura.
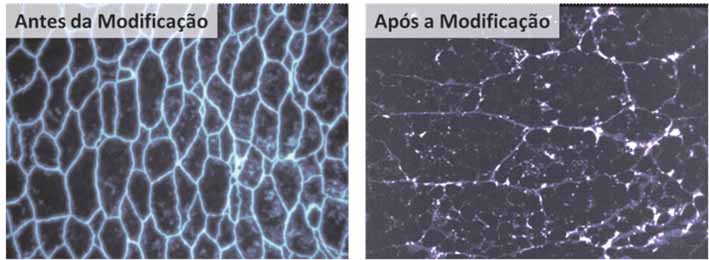
Imagem 4: Microscopia da parede celular do endosperma
iii. Degradação amilolítica
A degradação do amido no endosperma ocorre pela ação de duas enzimas: a a-amilase e a ß-amilase. Aproximadamente 18% do amido será degradado em moléculas de baixo peso molecular, e 5%, utilizado para o crescimento do grão.
No início da germinação há um aumento de maltose, maltotriose e hexose, porém essas quantidades logo ficam constantes, uma vez que não se degrada mais amido do que o necessário para o crescimento do embrião.
A a-amilase precisa ser formada na camada aleurona e no esculelo e, por ser uma endoenzima, atua em qualquer ligação a-(1,4), produz moléculas de glicose, maltose e principalmente oligossacarídeos complexos e dextrinas.
A ß-amilase já está presente no grão e precisa ser ativada pelas giberelinas. Quanto maior o valor proteico do grão, maior a quantidade de ß-amilase. O produto da degradação via ß-amilase é a maltose, pois ela faz a quebra do amido somente a cada segunda molécula de glicose (exoenzima).
Há também a ação das enzimas dextrinase-limite e a-glucosidase no processo de malteação, porém ambas as enzimas têm pouca influência no processo de mosturação na cervejaria.
Como não há uma intensa degradação de amido durante a malteação, é importante que o malte possua alto potencial de a- e ß-amilase ao final de sua produção. Essas enzimas terminam de converter o amido em açúcares fermentáveis no processo de mosturação.
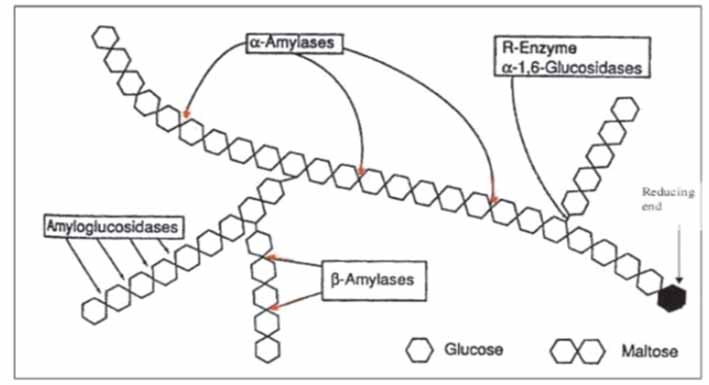
Manners et al. 1992
Imagem 5: Mecanismo de ação das amilases
c. Secagem
Os objetivos da secagem do malte são tornar o produto estável para armazenamento e transporte, finalizar os processos biológicos de transformação do endosperma, fornecer o paladar e aroma específicos de cada malte, determinar a cor do malte e facilitar a retirada das radículas (raízes) do grão, formadas durante a germinação.
O processo de secagem pode ser dividido em duas etapas: a pré-se-cagem e a secagem propriamente dita.
Na pré-secagem,trabalha-se com temperaturas de 40°C a 60°C. Nessa fase, o endosperma continua a se modificar, acumulando aminoácidos e açúcares redutores, responsáveis posteriormente pela produção de compostos aromáticos e de cor, até atingir uma umidade de aproximadamente 20%.
Após esse período, inicia-se a secagem entre 80°Ce 100°C, dependendo do malte que será produzido. Nesse momento ocorrem as reações de Maillard entre os aminoácidos e os açúcares redutores. São essas reações que geram as melanoidinas – compostos que proporcionam cor, aroma e sabor característicos ao malte.
 2. Maltes especiais
2. Maltes especiais
O procedimento abordado no tópico anterior é o principal procedimento de malteação. Não só os maltes base de cevada, mas também os maltes base produzidos a partir de outros grãos, como trigo e centeio, são elaborados dessa maneira. Além dos maltes base, também maltes como Melanoidina, Abbey®, Diastático, defumado (secagem com fumaça), Aromatic MD, Aroma 100 MD e Aroma 150 MD são produzidos em estufa e de maneira similar.
a.Maltes base
Maltes base são os maltes que possuem potencial enzimático suficiente para converter os amidos durante o processo de mostura e também são os maltes responsáveis pelo rendimento da cervejaria.
Maltes base claros como Pilsen, Pale Ale e Vienna possuem maior potencial enzimático que os maltes base escuros, como Munique Tipo 1 e Munique Tipo 2. Isso ocorre, porque o processo de secagem mais intensa em maltes mais escuros desnatura parte das enzimas.
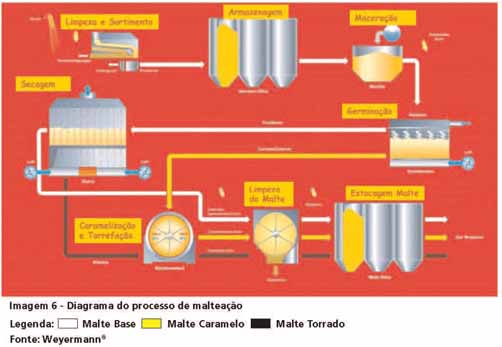
b. Maltes caramelo
Conforme pode ser observado no diagrama do processo de malteação (imagem 6), a secagem do malte caramelo ocorre dentro do tambor de caramelização/torrefação, e não na estufa.
A produção de “maltes caramelo” em estufa gera uma caramelização muito pouco uniforme, conforme pode ser visualizado na Imagem 7.
Para que possam ocorrer as reações de caramelização concomitantemente com as de Maillard, é preciso um acúmulo maior de açúcares e aminoácidos. Para tal, a pré-secagem ocorre em temperaturas mais altas (60°C a 75°C) aumentando assim a modificação do grão. Após uma maior sacarificação do amido, a temperatura é elevada a 150°-180°C, para assim começarem as reações de cor e sabor.
Existem vários tipos de malte caramelo. Desde maltes como o Carapils® e Carahell® que passam por menor intensidade de calor, até maltes como Caraaroma® e Special B®, que são produzidos com reações de cor e sabor mais intensas.Há também maltes caramelo de outros grãos, como o Carawheat®, de trigo, e o Cararye®, de centeio.
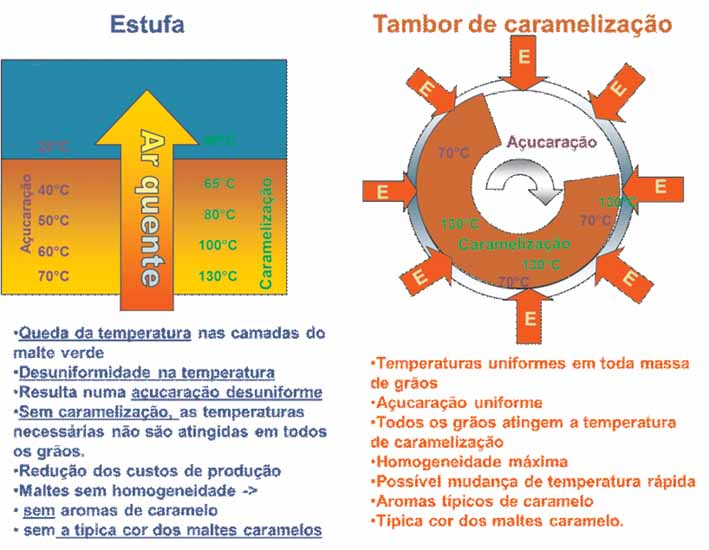
Imagem 7: Produção de maltes caramelo
c. Maltes torrados
Os maltes torrados também são produzidos em tambor de torrefação. Porém, nesse caso, o malte passa pelo processo de malteação completo, e é torrado já seco. Para a produção podem ser usados tanto maltes base claros quanto escuros (Pilsen, Munique etc.).
Nesse processo, as temperaturas de torrefação podem chegar a 350°C. Dependendo do malte torrado a ser produzido, a coloração pode chegar a até 1.600 EBC.
No mercado podem ser encontrados maltes de torrefação baixa, como, por exemplo, os maltes Biscuit® e AmberMalt, os de torrefação média, como malte Brown e LowColored Chocolate, e os de torrefações mais intensas, como Carafa® e Chocolate.
Além disso, ainda existe a opção do malte torrado descascado, como os Carafa® Especial Tipo 1, 2 e 3, que passam por um processo de descascamento pré-torrefação. Dessa forma, evita-se a extração de substâncias de amargor desagradáveis da casca.

Imagem 8: Tambores de caramelização / torrefação
Fonte: Weyermann
3. Utilização de cores e flavor “Mais do que simplesmente dosar maltes, você poderá passar anos simplesmente explorando suas cores e flavors”, Ray Daniels.
Entendendo as cores e os flavors dos maltes, é possível criar cervejas com maior fidelidade a cada estilo.
 a) Utilização de maltes claros
a) Utilização de maltes claros
Para que se possa compreender melhor a definição de qual malte usar, é imprescindível entender a reação de Maillard – fonte de cor e aroma mais importante na cerveja. O mecanismo básico que leva à reação de Maillard é a interação de açúcares (hexanas e pentosanas) com aminoácidos, dipeptídeos e tripeptídeos, que formam melanoidinas. Maltes mais claros sofrem reações de Maillard menos intensas e apresentam, portanto, perfis mais neutros. Cada nova carga térmica resulta na formação de aromas mais intensos e incremento de cor.
Maltes claros são bastante solubilizados e homogêneos. Os principais representantes dessa categoria de maltes são: Pilsen, Vienna, Lager (nomenclatura da América do Norte) e Pale Ale (nomenclatura da Inglaterra e Bélgica). O malte Pale Ale é bastante solubilizado, com proteína mais baixa (não necessita de rampa proteica), e é ideal para a técnica de “Single Mash”, praticada principalmente pelos ingleses, que consiste em manter a mostura isotermal e em temperaturas mais altas (66°C a 68°C).
Uma nova tendência que merece ser destacada é a volta de variedades antigas de cevada e de variedades endêmicas, que apresentam um “terroir” diferenciado. “Terroir” é uma unidade regional cujos valores histórico-culturais são resultado das relações complexas e de longo prazo entre propriedades culturais, sociais, ecológicas e econômicas.
Nessa categoria podemos destacar os maltes de cevada Barke®, originária da Turíngia e da Baviera na Alemanha, que possui aromas maltados intensos, e o Eraclea, de Veneza na Itália, que possui flavor mediterrâneo. Resultou do plano de desenvolvimento italiano para cervejas locais, elaborado a partir de matérias-primas regionais, perfeito para estilos Lagers e Ales mediterrâneos. Sobre o Eraclea, Horst Dornbusch comentou: “Um dos mais delicados aromas de malte que já provei”.
E por fim, não se pode deixar de citar a variedade Maris Otter, uma variedade de cevada considerada a “mãe” de todas as Pale Ale. No passado, acabou substituída por variedades mais modernas e produtivas, com o ônus da perda do caráter mais rústico e aromático. Graças a ações de maltarias privadas, essa variedade ressurgiu e vem compondo a receita de várias cervejas premiadas. É inconfundível a maleabilidade de sua casca na moagem e o perfil maltado na cerveja.
b) Maltes escuros (acima de 10 EBC)
A secagem é mais complexa e mais lenta, pois se deseja uma continuidade na solubilização e na formação de açúcares e proteínas de baixo peso molecular.Ao elevar-se a temperatura de secagem, esses compostos interagem e formam aroma e cor. O uso de 25% a 40% de maltes escuros ressalta o aroma maltado, principalmente em mosturas curtas. Até 85% da receita, conferem perfil de cerveja escura, porém sem características típicas de maltes torrados. Os maltes escuros possuem potencial enzimático menor e normalmente maior teor de proteínas, mas a atividade e a concentração das proteases são maiores que em maltes claros.
 c) Maltes intermediários
c) Maltes intermediários
Para facilitar um pouco a grande confusão atual sobre a nomenclatura de alguns tipos de malte, vale revisar alguns nomes regionais:
Aromatic (belga), Melanoidina (alemão): como um Munique mais escuro, rico em aroma e sabores. Maceração e germinação especiais, com secagens a 115°C. Poder enzimático mais baixo. Usados para toques de mel e de envelhecido.
Amber/Biscuit (Inglaterra, Bélgica e EUA): aroma de biscoito, tostado e amendoado. Sofre uma torrefação rápida, porém bem menor que de Brown e de Chocolate. Quase nenhuma enzima ativa. Cuidado ao usar, pois são claros, mas agregam muito aroma.
Brown (dominava as receitas Porter na Inglaterra): torrefação rápida a altas temperaturas (até 350°C), atingindo coloração marrom. Nenhum poder enzimático. Excelente para dar suporte ao uso de maltes torrados.
d) Maltes Caramelo / Crystal / Carastan (nomes equivalentes)
Têm função de aumentar o corpo, principalmente por incrementar o perfil maltado. São ricos em dextrinas não fermentecíveis. Devido às altas temperaturas durante a caramelização, ocorre a desnaturação das enzimas, ou seja, os maltes desse tipo não possuem poder enzimático. Por isso, deve-se limitar a utilização a 30%. Têm papel secundário muito importante no aumento da estabilidade de espuma. Para incrementar a cor de cervejas Lager claras de 8 para 11 EBC, pode-se usar de 0,5% a 0,7% de maltes caramelos escuros, ou de 3% a 4% de caramelos claros.No caso de cervejas Pilsen extremamente claras, 2% a 3% de maltes caramelos aumentam o corpo sem interferir na cor desejada. Para intensificar o aroma maltado em cervejas escuras, pode-se usar de 5% a 10% de maltes caramelos escuros ou claros. Com isso, as cervejas adquirem um caráter adocicado. Para cervejas com álcool baixo, pode-se usar até 40% de maltes caramelos.Os maltes caramelos, devido ao processo produtivo, apresentam rendimentos de extrato menores que os maltes base – deve-se contar com rendimentos de 73% a 78%. O pH desse tipo de malte também é mais baixo. Em regra, maltes caramelos mais claros apresentam pH de 5,5, e maltes caramelos escuros, pH de 5,3.
e) Maltes torrados
Maltes de até 1.600 EBC, usados no máximo até 5% da composição das receitas (normalmente de 0,2% a 5%). Em virtude da pirólise nos torrefadores, esses maltes apresentam notas de café, cacau e chocolate escuro amargo. O rendimento de extrato fica entre 60% e 75%, com pH de 5,0 a 5,1. Seu poder enzimático é nulo.
A maior dificuldade no uso de maltes torrados é atingir o equilíbrio entre sabor e adstringência. Contudo, existem algumas técnicas para evitar essa adstringência desagradável:
• Usar maltes com torrefação homogênea e com processo de polimento da casca para diminuição da adstringência como a linha Weyermann® Carafa® Especial.
• Dosar no início da rampa dos 70°C ou até no início da clarificação. Neste caso, o ideal é moer o malte torrado separadamente e mais fino. Isto permite uma rápida extração de cor e aroma com uma dose bem menor.
• Fazer uma maceração de malte torrado moído com 4 a 5 vezes o volume em água a 50°C. Este macerado é dosado após recirculação do mosto na clarificação.
• Usar maltes caramelos escuros para dar a base de cor usando, portanto, uma porção menor de maltes torrados.
• Alternativa mais usada: adicionar uma dose bem menor de malte torrado no início da mostura e ajustar a cor no final da fervura com extrato de cerveja escura.
• Alternativa para Ales – maltes torrados de trigo/centeio/cevada.
f) Maltes torrados – equivalentes
Chocolate (Inglaterra, Europa e América do Norte): torrefação intensa, porém com sabores não muito tostados. Sem poder enzimático.
Röstmalz/Carafa® (Alemanha): interpretação alemã dos maltes Chocolate e Black. Possui até três intensidades de cor. Existem versões com redução de adstringência (Carafa® Especial I, II e III). Sem poder enzimático.
Black/PatentMalt/RostedMalt (Inglaterra, Europa e América do Norte): mais escuro e com amargor mais pungente de todos.
Cevada e trigo torrados: torrados como os anteriores, porém não maltados (IrishStout). Perfis semelhantes aos anteriores,e custo mais baixo, porém é necessário declarar em rótulo como cereal não maltado.
g) Maltes com processo de produção especial
Maltes defumados/Rauchmalz/trigo defumado no carvalho/madeira frutífera (maçã/cereja): todos defumados, com secagem direta.
Malte Peat/turfado: defumado com turfa. Ideal para Ales escocesas. Aromas fenólicos defumados intensos.
Malte centeio/RyeMalt/Cararye®: acrescentam cremosidade, oleosidade e picância ao corpo. Conferem turbidez à cerveja. Excelente estabilidade de espuma. Problemáticos para mosturar. Aromas de maçã madura, conhaque de maçã e crosta de pão.
Maltes acidificados: proposital cultivo de bactérias lácticas durante a malteação. O pH do mosto fica em 3,5. Uso de 1% na receita reduz 0,1 unidades de pH. Criado pelos alemães para não ferir a Lei da Pureza.
Grãos não malteados pré-gelatinizados: o amido está firmemente “empacotado” no grão. Precisa ser termicamente solubilizado em torrefadores. Esse grão promove uma coloração muito mais clara e aroma neutro. Substitui adjuntos, sem necessidade de cocção.
Alexander Weckl*
Alexander Schwarz *
revisado por Vilmar Schüssler e Harald Essert
*Os autores são especialistas de mercado da Agrária Malte, mestres cervejeiros e biersommeliers
Outros artigos que você pode se interessar:
-
 Ingredientes
Ingredientes
Proteína: nem vilã, nem excesso. O que realmente importa é qualidade, equilíbrio e orientação
As proteínas ganharam protagonismo nos últimos, mas qualquer...
-
 Ingredientes
Ingredientes
Tropicalização do lúpulo no Brasil aponta ganhos socioambientais e econômicos
Estudo realizado em fazendas de referência indica que a produção...
-
 Ingredientes
Ingredientes
Natura investe em biotecnologia para dermocosméticos de reparação celular avançada
Inovação é capaz de reparar o DNA celular e reverter danos solares
