
Envase asséptico
Publicado em 13 de março de 2015

 * José de Assis F. Faria
* José de Assis F. Faria


O princípio da conservação microbiológica e físico-química dos produtos industrializados visa a estabilização microbiana e enzimática através do calor, frio, e o uso de aditivos químicos. Em geral quanto maior o frescor do produto maior a qualidade, de modo que o padrão de excelência é o produto fresco, não processado. Entretanto, os produtos frescos são de natureza transitória, com estabilidade de algumas horas ou dias, mesmo nas melhores condições de estocagem. Desse modo, o processamento permite a disponibilização dos produtos aos consumidores de forma conveniente, pronto para o consumo fora da época de colheita ou local de produção. Neste contexto, a evolução das tecnologias de processamento e conservação de alimentos e bebidas tem resultado em melhorias consideráveis na qualidade sensorial e nutricional do produto final.
 Existem várias tecnologias que podem ser empregadas na conservação de bebidas ácidas ou acidificadas (pH ≤ 4,6) à temperatura ambiente, dispensando a necessidade de refrigeração desde o local de produção até o de consumo. A tecnologia mais tradicional é a apertização ou pasteurização convencional, onde a bebida é envasada a quente (70 – 80 °C) em embalagens metálicas ou de vidro, que são fechadas e submetidas ao tratamento térmico em autoclaves na faixa de 100 a 105 °C por até 10 min, sendo então resfriadas. Uma variação da apertização é o enchimento a quente (hot fill), onde a bebida é aquecida em fluxo contínuo, em trocadores de calor, e envasada a quente em recipientes de vidro ou de plásticos termorresistentes, que são fechados, invertidos e mantidos à temperatura de 91 °C por 4,6 min ou tempo equivalente na faixa de 80 a 97 °C. Além desses, existem outros métodos térmicos e não térmicos alternativos aos tratamentos convencionais, incluindo a pressão hiperbárica, campo elétrico pulsante de alta intensidade, campo magnético oscilante, radiação de luz pulsante de alta intensidade e irradiação. Outras alternativas convencionais, apesar de suas restrições sobre a qualidade do produto final, são a estabilização de bebidas de alta acidez prontas para consumo através da aditivação química, onde são empregados conservantes como ácidos e seus derivados (benzóico, propiônico, sórbico e ésteres do ácido p-hidroxibenzóico), sulfitos, dimetil dicarbonato etc.
Existem várias tecnologias que podem ser empregadas na conservação de bebidas ácidas ou acidificadas (pH ≤ 4,6) à temperatura ambiente, dispensando a necessidade de refrigeração desde o local de produção até o de consumo. A tecnologia mais tradicional é a apertização ou pasteurização convencional, onde a bebida é envasada a quente (70 – 80 °C) em embalagens metálicas ou de vidro, que são fechadas e submetidas ao tratamento térmico em autoclaves na faixa de 100 a 105 °C por até 10 min, sendo então resfriadas. Uma variação da apertização é o enchimento a quente (hot fill), onde a bebida é aquecida em fluxo contínuo, em trocadores de calor, e envasada a quente em recipientes de vidro ou de plásticos termorresistentes, que são fechados, invertidos e mantidos à temperatura de 91 °C por 4,6 min ou tempo equivalente na faixa de 80 a 97 °C. Além desses, existem outros métodos térmicos e não térmicos alternativos aos tratamentos convencionais, incluindo a pressão hiperbárica, campo elétrico pulsante de alta intensidade, campo magnético oscilante, radiação de luz pulsante de alta intensidade e irradiação. Outras alternativas convencionais, apesar de suas restrições sobre a qualidade do produto final, são a estabilização de bebidas de alta acidez prontas para consumo através da aditivação química, onde são empregados conservantes como ácidos e seus derivados (benzóico, propiônico, sórbico e ésteres do ácido p-hidroxibenzóico), sulfitos, dimetil dicarbonato etc.
 Além dessas tecnologias, vale destacar os sistemas assépticos, os quais são definidos como o processamento de um produto comercialmente estéril seguido do envase numa embalagem esterilizada, com um fechamento estéril e hermético de maneira a prevenir as recontaminações microbianas do produto. Essa tecnologia possibilita a esterilização da bebida e da embalagem em separado, uma vez que o acondicionamento é realizado numa área asséptica. Isso assegura a estabilidade do produto à temperatura ambiente sem o uso de conservantes químicos. Outro aspecto interessante é o processamento em fluxo contínuo com rápido aquecimento e resfriamento do produto antes do envase. Com isso, o produto é submetido ao tratamento térmico mais brando que em outros métodos de conservação pelo calor e pode ser acondicionado em embalagens plásticas.
Além dessas tecnologias, vale destacar os sistemas assépticos, os quais são definidos como o processamento de um produto comercialmente estéril seguido do envase numa embalagem esterilizada, com um fechamento estéril e hermético de maneira a prevenir as recontaminações microbianas do produto. Essa tecnologia possibilita a esterilização da bebida e da embalagem em separado, uma vez que o acondicionamento é realizado numa área asséptica. Isso assegura a estabilidade do produto à temperatura ambiente sem o uso de conservantes químicos. Outro aspecto interessante é o processamento em fluxo contínuo com rápido aquecimento e resfriamento do produto antes do envase. Com isso, o produto é submetido ao tratamento térmico mais brando que em outros métodos de conservação pelo calor e pode ser acondicionado em embalagens plásticas.
 A principal restrição relativa à tecnologia asséptica é de ordem econômica, devido à complexidade tecnológica do sistema. A concepção de um sistema asséptico inclui aspectos relacionados às matérias-primas, equipamentos, agentes esterilizantes, produtos, embalagens, produtividade, taxa de não-esterilidade e legislação. Assim, existem barreiras consideráveis à entrada e permanência nesse negócio, tais como a complexidade inerente ao sistema e os investimentos demandados em pesquisa e desenvolvimento, além da competitividade empresarial. A tecnologia de processamento asséptico já existe há mais de 60 anos, mantendo o estado da arte altamente consolidado no mercado mundial, a exemplo dos bem difundidos cartonados do tipo longa vida. Todavia, o enfoque desta matéria será sobre os sistemas assépticos alternativos, aqueles destinados às indústrias de menor escala de produção ou para os centros de pesquisas e de desenvolvimento de novos produtos, ou seja, sistema asséptico para bebidas em embalagens flexíveis.
A principal restrição relativa à tecnologia asséptica é de ordem econômica, devido à complexidade tecnológica do sistema. A concepção de um sistema asséptico inclui aspectos relacionados às matérias-primas, equipamentos, agentes esterilizantes, produtos, embalagens, produtividade, taxa de não-esterilidade e legislação. Assim, existem barreiras consideráveis à entrada e permanência nesse negócio, tais como a complexidade inerente ao sistema e os investimentos demandados em pesquisa e desenvolvimento, além da competitividade empresarial. A tecnologia de processamento asséptico já existe há mais de 60 anos, mantendo o estado da arte altamente consolidado no mercado mundial, a exemplo dos bem difundidos cartonados do tipo longa vida. Todavia, o enfoque desta matéria será sobre os sistemas assépticos alternativos, aqueles destinados às indústrias de menor escala de produção ou para os centros de pesquisas e de desenvolvimento de novos produtos, ou seja, sistema asséptico para bebidas em embalagens flexíveis.
A seguir serão destacadas as principais configurações de um sistema industrial piloto, desenvolvido para o processamento e envase asséptico de bebidas de alta acidez em embalagens flexíveis.
Configurações do Sistema
A Figura 1 mostra um exemplo de montagem industrial do sistema, desde a matéria-prima (néctares de frutas) até a embalagem final pronta para comercialização à temperatura ambiente. Em tal sistema, as embalagens flexíveis são produzidas de forma contínua a partir de bobinas simples como as de polietileno ou laminadas especiais de alta barreira, em máquinas do tipo forma-enche-sela (form-fill-seal), após esterilização química do material e envase em cabine asséptica. A máquina de embalagem realiza três operações básicas: filtração de ar, esterilização do filme plástico e termossoldagem das embalagens.
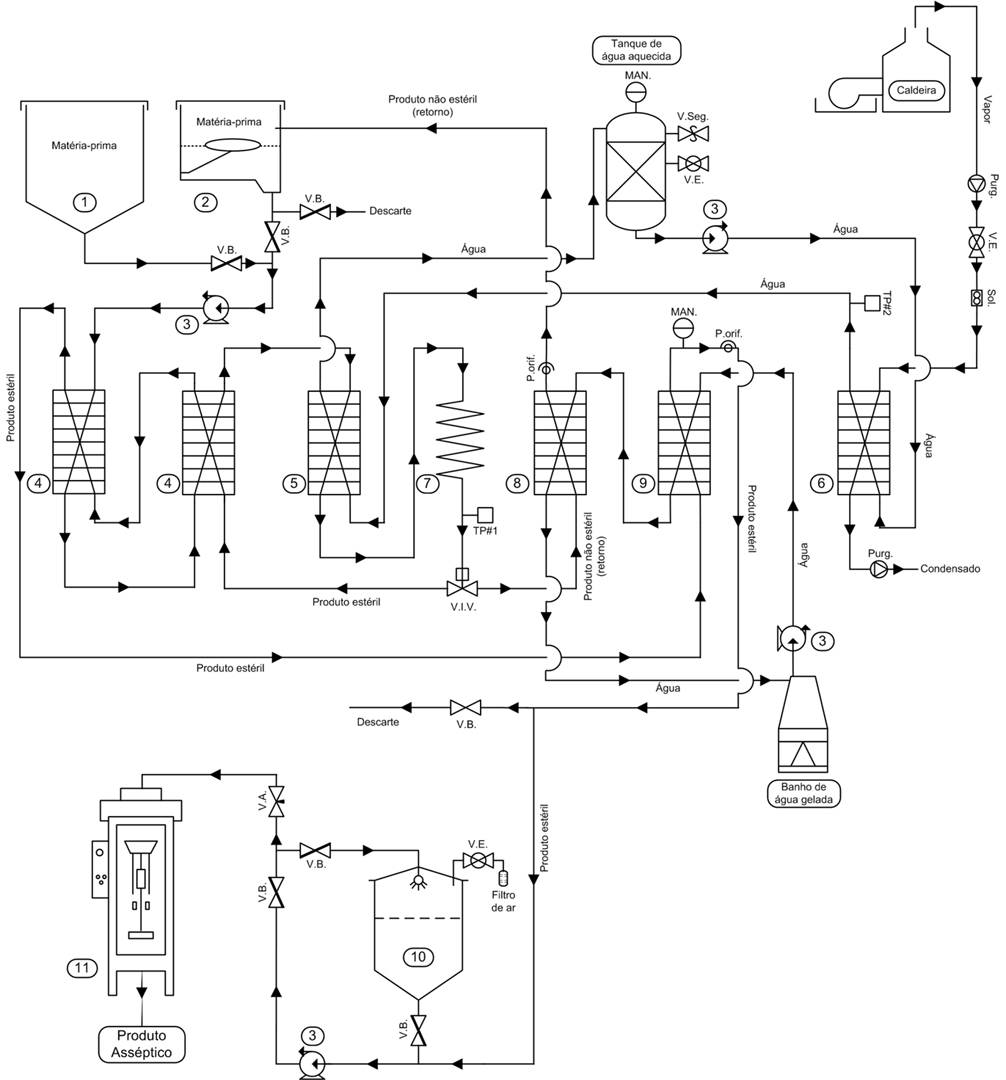
Figura 1 – Linha de processamento e embalagem (1. Tanque de matéria-prima; 2. Tanque de equilíbrio; V.B. Válvula borboleta; 3. Bomba centrífuga; 4. Seção de regeneração do trocador de calor; 5. Seção de aquecimento de produto; 6. Seção de aquecimento de água; 7. Tubo de retenção; TP#1. Sensor de temperatura do produto; V.I.V. Válvula de inversão de fluxo. 8. Seções de resfriamento de produto não estéril; 9. Seções de resfriamento de produto estéril; MAN. Manômetro; P.orif.: placa com orifício; Tanque de produto; V.A. Válvula agulha; 10. Máquina de embalagem; Purg. Purgador; V.E. Válvula esfera; Sol. Válvula solenóide; V.Seg. Válvula de segurança; TP#2. Sensor de temperatura da água de aquecimento).
Exemplo de Configuração para Bebidas
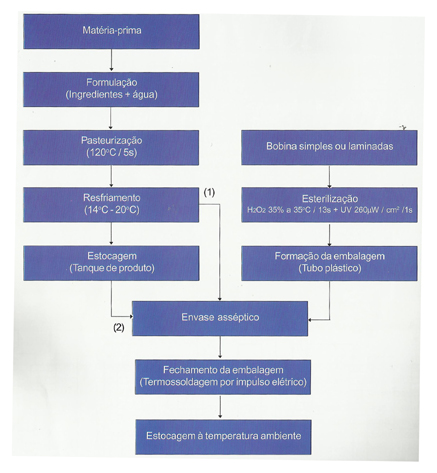
Bebidas como sucos e néctares de frutas podem ser industrializadas conforme o fluxograma da Figura 2. Após a higienização da linha de processamento e da máquina de embalagem as bebidas são formuladas e submetidas à pasteurização a 120 °C por 10 s, com resfriamento para temperatura ambiente. Vale destacar a necessidade dos devidos testes de validação do sistema, dentre eles os testes de esterilidade comercial dos produtos, os quais certificam a qualidade dos produtos para comercialização à temperatura ambiente, ou seja, sem a utilização da cadeia de frio.
É oportuno destacar a importância de se conduzir os estudos de estabilidade ou de vida de prateleira dos produtos, antes de sua liberação para o consumo. Sabe-se que além da eficiência e adequação técnica do sistema, o sucesso da tecnologia dependerá também da qualidade da matéria-prima bem como da boa gestão do processo industrial.
Figura 2 – Fluxograma de produção de bebidas em sistema asséptico com embalagem flexível.
Colaboradores:
Eduardo Henrique M. Walter (eduardo.walter@ctaa.embrapa.br)
Embrapa Agroindústria de Alimentos
* José de Assis F. Faria (assis@fea.unicamp.br)
Faculdade de Engenharia de Alimentos da Unicamp
Outros artigos que você pode se interessar:
-
 Processos
Processos
IFF lança solução enzimática para estabilização de cerveja
BCLEAR oferece estabilidade coloidal robusta e eficaz, apoiando...
-
 Processos
Processos
Como a Kombucha amplia o alcance das cervejarias modernas
Este artigo mostra como medidas de boas práticas adotadas pela Nova...
-
 Processos
Processos
BubbleBoil – pequenas bolhas, grandes efeitos
Sistema proporciona economia significativa de energia, com excelentes...
